Introduction
Surely you are familiar with the fact that there are different grit value classifications which are parts of national abrasive standards: the USA has ANSI, Europe has FEPA, Japan has JIS, and Russia has GOST standards. Different manufacturers use different classification systems, which makes it difficult to compare sharpening stones.
Try to answer the question. A diamond particle is 9μm (microns) in diameter. What is its grit value? Most likely you will open one of the many different conversion charts available to determine a definite answer. And in this case, your answer will be incorrect, regardless of whatever values you name. That is because the way we are asking the question does not make sense.
Grit value, in all the existing classifications, defines the statistical composition of the abrasive across a huge number of particles. Classifications do not work with individual particles. You cannot define the grit value of a single particle. The 9μm particle from our example may be used in 8 different grit values in accordance with JIS.
What is Grit Value
People will always try to reduce a complex problem to a single number, and grit value is no exception. Without a doubt, assigning a single number to any sharpening stone and declaring that to be its grit value is a very tempting idea, since it would make the task of comparison trivially easy. When you juggle various grit value values in your mind, you should have a clear understanding of what stands behind the numbers. If you use conversion charts, you should know the fundamental weaknesses and limitations of each classification.
- FEPA - A European classification
- JIS - A Japanese classification
- GOST - A Russian classification
Each of these classifications provides a definition for its set of grit values. Grit value is discrete, not continuous. For example, FEPA-F defines the grit values 800 and 1000, but there are no grit values 801 or 900.
Any abrasive (whether solid, paste or powder) consists of a huge number of particles. In the world of ponies and butterflies (which, by the way, is where many manufacturers’ marketers live), all particles are the same size. In the real world, abrasive particles are never the same size, since some will be larger and others will be smaller. Even if the manufacturer carefully sorts the abrasive particles by size, there will always be a certain range of sizes. How do you classify an abrasive powder consisting of billions of particles of varying sizes?

Classifications introduce an element of order into this chaotic world of statistics.
Grit Value defines the Particle Size Distribution (PSD).
PSD of any particular abrasive is the integral function. The purpose of PSD is to answer simple questions like: what is average, maximum and minimum size of particles?

The average gives not much. Two very different abrasives may have the same average value. The average grain size does not fall within the center of the range.

We need something else. Most of the studied abrasive particles should be within the specific range (between the minimum and the maximum).
The explanatory picture is the grit value of coarse abrasives in the FEPA-F classification. (We use a logarithmic scale on all graphs).

Let's assume the role of a laboratory assistant who has been tasked with determining the FEPA-F grit value of abrasive powder. We sequentially take pairs of reference sieves, with the coarser grain ones on the top and the finer grain ones on the bottom. And we pour the powder through the top. If most of the powder passes through the upper sieve but is caught by the lower sieve, then the sample satisfies the grit value. There are three possible cases:
- The abrasive is low-quality (with a broad PSD), and therefore it may not satisfy a single grit value.
- The abrasive satisfies only one grit value.
- The abrasive is very uniform (with a narrow PSD) and therefore satisfies two or even more grit values. For example, a grain of 100±5 µm can be classified simultaneously as F150 and F120.
The common problem when using grit value tables is that grit value from one classification never coincides with any other grit value of another classification. If the manufacturer declares that a sharpening stone conforms with a particular grit value, it is impossible to determine whether the grit value of the sharpening stone conforms with another classification without conducting a thorough laboratory analysis. We can only make assumptions and simplifications.
What is Grit Range
We are oversimplifying the essence of the matter, since we are talking about only part of the abrasive particles. The main range is important parameter characterizing particle size. The average size must fall in the main range. The second part may fall outside the described range. It’s called the adjacent range.

The explanatory picture is the grit value in the FEPA-F classification: the main range is blue and the adjacent range is black.

The adjacent range can have a significant effect on the purity of the abrasive as a whole. For example, the J 2500 (JIS) abrasive has the main range 5–6 µm, and the grains of the adjacent range can reach 14 µm in size, which is almost three times larger.
We will show you an example why all grit conversion charts are approximations. The average particle size for J 2500 (JIS) and 7/5 (GOST 9206-80) are very close. The main range of J 2500 is narrower. However, GOST does not have large grains on the adjacent range. Therefore, we may not assume J 2500 = GOST 7/5.

And that's not all! The adjacent range is ~91%. The size of the remaining 9% of the particles may fall outside the adjacent range. This is called the threshold range.

For example, an abrasive with a grit value of J 240 has the main range of 57 ± 3 µm, but the grains of the threshold range can be up to 127 µm in size! This is not some sort of defect. This an industrial standard that exists.

You should not rush to extreme conclusions that the standards have no sense. Real abrasives are likely to have an acceptable grain size distribution. Single extra-large particles become strong stress concentrations and will go away during break-in.
FEPA
FEPA (The Federation of the European Producers of Abrasives) regulates abrasive standards for Europe. Despite having their own national ANSI standard, US manufacturers commonly use FEPA standards to indicate grit value of conventional abrasives.
Historically, the grit value was explained as the number of particles per unit volume for sharpening stones and wheels. Since sandpaper abrasives do not have volume, their grit value was explained as the number of particles per unit area. This approach, which is not very well thought out, has led to a situation where the same abrasive can have different grit values on a grindstone and on sandpaper. In order to avoid confusion, the designation “F” is used for sharpening stones and wheels (the classification is called FEPA-F), and for sandpaper abrasives the designation “P” (FEPA-P) is used.
Each of the two standards, in turn, is divided into two sub-standards: for macrogrits (coarse grits) and microgrits (fine grits). They have different requirements for the grit ranges.

- Main range for FEPA is called D50 (50% range min/max in the chart below).
- Adjacent range is called D94-D3 and is specified for microgrits F220 to F1200. (Min 94%> and max 3%< in the chart below).
- FEPA-F does not have threshold ranges.

JIS
JIS (Japanese Industrial Standards) governs Japanese abrasive standards. This article only analyzes microgrits for JIS.

- Main range for JIS is called D50 (50% range min/max in the chart below).
- Adjacent range is called D94-D3. (Min 94%> and max 3%< in the chart below).
- Threshold range is max and min in the chart below.

GOST 9206-80
GOST regulates abrasive standards for Russia and Ukraine and other ex USSR countries.
- GOST 9206-80 for diamond abrasives
- GOST 3647-80 for non-diamond abrasives
GOST 9206-80 (for diamonds) uses an intuitive naming system for grit values: it directly indicates the main range. But there is a catch to this, since there are still adjacent and threshold ranges. Therefore, diamond powder 2/1 can include grains that are between 0 and 3 µm in size.

- Main range for 9206-80 D50 (mid range main/max).
- Adjacent range is called D95-D5. (Min 95> and max 5%< in the chart below).
- Threshold range is max and min in the chart below.
One of the most attractive features of the GOST 9206-80 classification is its easy-to-remember approach for all three ranges: main, adjacent, and threshold. It is only necessary to remember the micron sequence 1 – 2 – 3 – 5 – 7 – 10 – 14 – 20 – 28 – 40 – 60 for microgrits. There is a similar sequence for macrogrits. The adjacent pair of numbers will be the main range for the same grit value (for example, 7/5 is the main range 5 to 7 µm). The adjacent range is one step down (3 to 7 µm). The threshold range is another step down and one step up (2 to 10 µm).

GOST 9206-80 also includes a unique classification of submicron grits, but we will cover it here.
GOST 3647-80
GOST 3647-80 (for non-diamonds) uses almost the same micron ladder. However, it uses a different naming system. For macrogrits, grit value is indicated by a number, and for microgrits it is indicated by a number with the index "M" (for Micro). At the same time, the developers of the standard “fused” the macrogrits and microgrits: grit value 5 = M63, and grit value 4 = M50. (They are completely equivalent except for the threshold range).
- Main range for 3647-80 is called D50 and works exactly like in FEPA and JIS (50% range min/max in the chart below).
- Adjacent range values are variable and have no D designation (Min **> and max *%< in the chart below).
- Threshold range is max and min in the chart below.
Grit Range Chart
All of the above sounds less than intuitive. In reality, the standards are even more complicated, since they also regulate the shape of particles.
We summarized all the obtained data in one chart. The y-axis represents the grain size in logarithmic scale, on which 0, 1, 10 and 100 µm are marked with horizontal lines.

Now, by applying just a little effort, you can answer some difficult questions. Sometimes you see that the data clearly does not coincide with the “generally accepted” grit value charts. For example, the Boride sharpening stones in the Golden Star series have two markings for FEPA-F and JIS. "J-1500" is printed on the F800 grit value sharpening stone.

No grit charts will explain how it comes J-1500 = F800.

The Grit Range Chart does explain. Boride Golden Star 800 probably utilizes high-quality abrasive with narrow main range that complies with F800 and J-1500, but not J-2000!

Unregulated grit values
All the standards that we have described were created while allowing for a large margin. The raw sand that an excavator scoops out of a quarry is probably suitable for one of the standard grit values. And yet, manufacturers of abrasives are frequently invent their own grit values in standard abrasive scales! Boride sells stones with nonexistent grit value F 900.
The highest JIS grit value is 8000. Manufacturers of Japanese water stones offer their own “continuations of the JIS scale." Of course, everyone goes their own way without paying attention to what others are doing. We have 10K, 13K, 15K, 20K even 30K grit. Only data about grain size will be able to tell us what a particular grit value means.
Why not microns?
Using microns to indicate grit value is a very attractive idea for the end consumer. However, it can be misleading since it creates the illusion that all abrasive particles are the same size. But there is a more substantive reason why microns are not used. Abrasive standards are the language that is spoken in the industry. An abrasive supplier purchases diamond powder from some major manufacturer of synthetic diamonds, and all they need to know is the grit value and the standard that it follows. All the many aspects related to the particle size distribution and particle shape distribution are governed by this standard. In turn, the manufactured abrasives inherit all these aspects. When a potential buyer (for example, a manufacturer of pistons for automobile engines) wants to buy abrasives for super-fine honing, he names the grit value and the scale that it should follow. Everyone speaks the same language. If this is not done, then there is no guarantee that the diamond powder won't contain coarse grains, which will ultimately cause a fatal flaw in the engine.
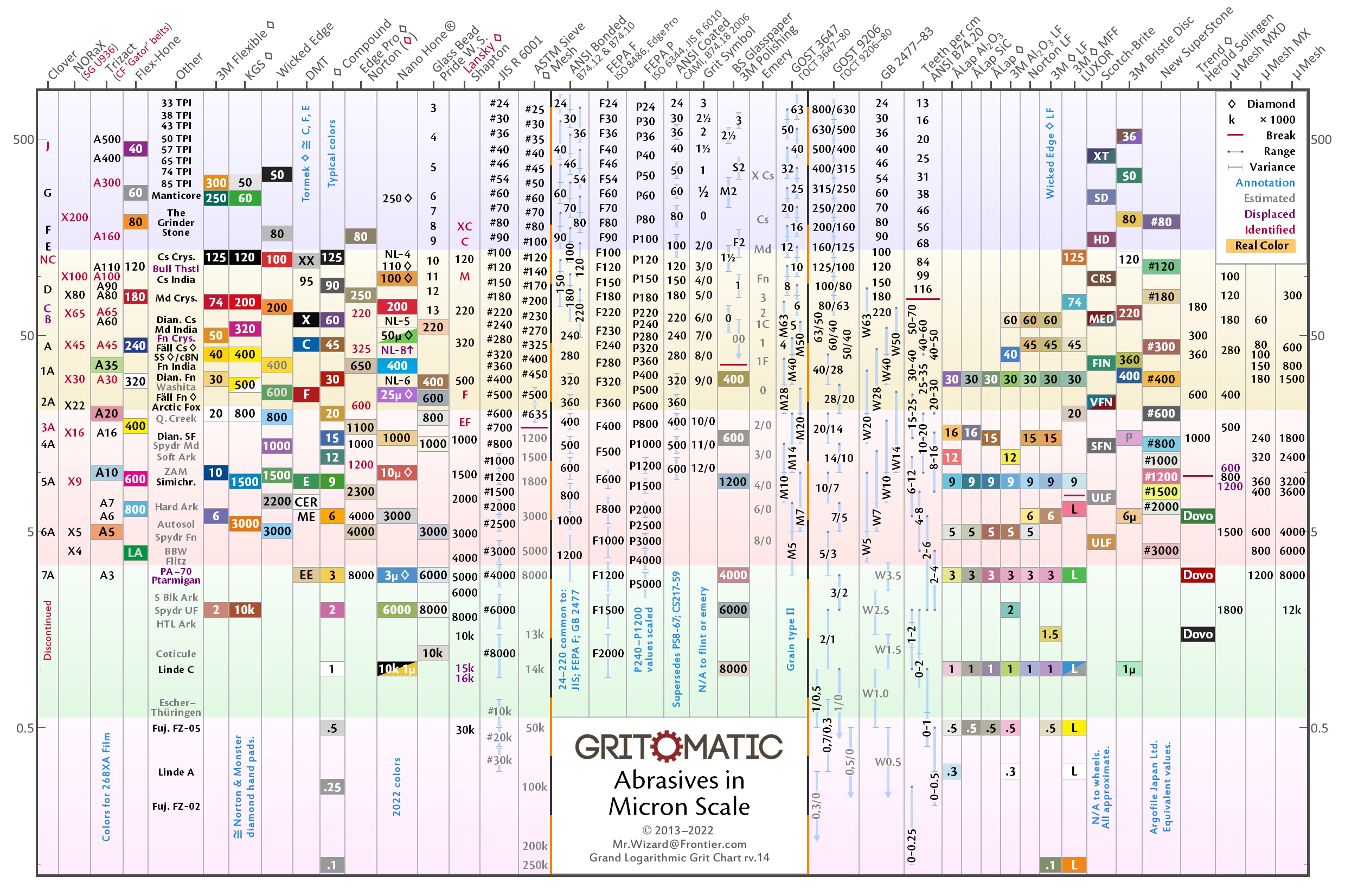
Grand Logarithmic Grit Chart
Grand Logarithmic Grit Chart (GLGC) was created and is maintained by Mr.Wizard.
Readme.
Updates.

Final words
You should now understand better the need for conversion charts, on the one hand, as well as their inherent limitations for use, on the other. The vast majority of well-known manufacturers of abrasives do not use any classification standards at all, or they depart from them for some of their products. But each label in the provided table should not be understood as a narrow point, but rather as a nebulous blob. The blob may be smaller or larger (depending on how strictly grains were selected for a particular abrasive). If you are converting one grit value to another, do not forget the word “approximately”.
The grit values and the grit ranges are aspects of abrasives, not cutting edge or sharpening process.
Quote from GLGC readme:
The chart does not and cannot quantify or compare absolute performance. While the chart does contain specific products, its primary purpose is to catalog and display different standards, including proprietary ones. Since different products following the same standard may have vastly different performance due to different formulation it is impossible to make a direct comparison by these numbers alone. Abrasive performance is not measured by particle size but by the rate that material is removed and the surface roughness of the finished piece under specific conditions, the latter by itself requiring multiple parameters to quantify. (Ra, Rz, Rrms, etc.) Abrasive performance is highly variable and depends upon at least these factors that are not quantified with a single median particle size figure:
- chemical composition
- friability (tendency to expose new edges and break into finer particles in use)
- particle angularity (sharpness)
- particle sphericity (aspect ratio)
- particle size distribution (e.g. tighter grading than standard)
- backing or bonding characteristics (give, flex, etc.)
- cutting point density (open vs. closed coat, binder proportion etc.)
- workpiece composition and hardness
- pressure and speed of application (affecting grit penetration depth)
- cutting aid (lubricant)
What to read next
Abrasives 101 on uama.org
The Sharpening FAQ by Brent Beach
The list of abrasive standards (in work)
- GOST 9206-80 is Soviet industrial standard regulating grain composition and granularity for superabrasives. Recognized as regional standard in Russia, Kazakhstan, Belarus, and Ukraine (adopted as DSTU 3292-95). GOST 9206-80 has very intuitive system of grit designation, e.g. 7/5 means particles size must fall between 5μm and 7μm.
-
ISO 6106-2013 - International standard for grit size of superabrasives. International Organization for Standardization (ISO) is a worldwide federation of national standards bodies. Members of ISO have national standards fully compatible with ISO 6106.GOST 3647-80 is Soviet industrial standard regulating grain composition and granularity for conventional abrasives. Recognized as regional standard in Russia, Kazakhstan, Belarus, and Ukraine. Example of grit designation: M5.
- ANSI B74.16-2002 - United States
- GOST R 53922-2010 - Russia
- DIN 848 - Germany
- AS 4514-2006 - Australia
- BS ISO 6106:2013 - United Kingdom
- SS-ISO 6106:2013 - Sweden
- GB/T 6406-2016 - China